Теоретические основы в выборе режимов резанья.
Основными параметрами задающими режимы резания являются:
-Частота вращения вала шпинделя (n)
-Скорость подачи (S)
-Глубина фрезерования за один проход
Требуемая частота вращения зависит от:
-Типа и характеристик используемого шпинделя
-Режущего инструмента
-Обрабатываемого материала
Частота вращения шпинделя вычисляется по следующей формуле:
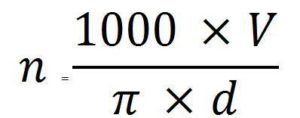
D – Диаметр режущей части рабочего инструмента, мм
π – число Пи, 3.14
V – скорость резания (м/мин) — путь пройденный точкой (краем) режущей кромки фрезы в минуту.
Скорость резания (V) берется из справочных таблиц (См ниже).
Обращаем ваше внимание на то, что скорость подачи (S) и скорость резания (V) это не одно и то же!!!
При расчетах, для фрез малого диаметра значение частоты вращения шпинделя может получиться больше, чем количество оборотов, которое в состоянии обеспечить шпиндель. В данном случае за основу дальнейших расчетов величины (n) берется фактическая максимальная частота вращения шпинделя.
Скорость подачи (S) – скорость перемещения режущего инструмента (оси X/Y), вычисляется по формуле:
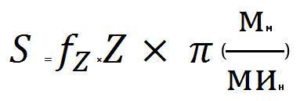
fz — подача на один зуб фрезы (мм)
z — количество зубьев фрезы
n — частота вращения шпинделя (об/мин)
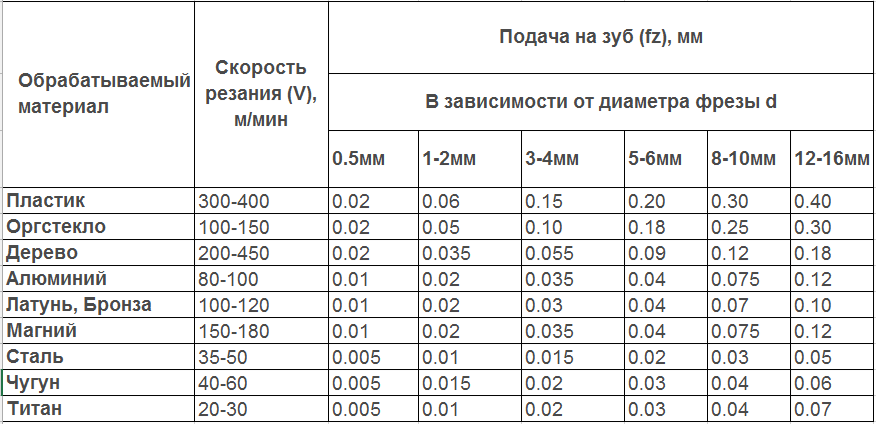
Подача на зуб берется из справочных таблиц по обработке тех или иных материалов.
Таблица выбора подачи материала на зуб (fz) и скорости резания (V)
Общие рекомендации по подбору фрез в зависимости от материала смотрите по ссылке — ПЕРЕЙТИ
Также стоит учитывать, что при обработке одного материала на выбор режимов резанья влияет огромное количество факторов, таких как: охлаждение инструмента, жесткость системы СПИД (станок->приспособление->инструмент->деталь), стратегия обработки, размер обрабатываемых элементов и высота снимаемого за один проход слоя.
Общие рекомендации:
- Фрезы желательно подбирать по такому принципу – наибольший рабочий диаметр необходимый для выполнения конкретной работы (фрезы с максимальной длиной и минимальным диаметром являются менее жесткими и менее склоны к образованию лишних вибраций) и наименьшая рабочая длина. Также при выборе оптимального диаметра фрезы учитывайте возможности станка, т.к. при использовании большого диаметра фрезы у шпинделя и привода станка может не хватить мощности.
- Правильно выбирайте ту или иную конфигурацию фрезы. Стружечная канавка должна быть существенно больше, чем объем снимаемого ею материала. Если стружка не будет абсолютно свободно эвакуироваться из зоны резанья, она забьет выходной канал и инструмент начнет продавливать материал, а вовсе не резать его.
- При обработке мягких и сверхмягких материалов, а также материалов склонных к налипанию советуют применять 1-заходные фрезы. А вот для обработки материалов средней жесткости рекомендуется использовать 2-заходные фрезы. При обработке самых жестких материалов советуют использовать 3-х и более заходные фрезы.
- При резке мелких элементов следует снизить скорость резанья, чтоб в процессе обработки вырезанные элементы не повреждались и не откалывались.
- Для улучшения качества поверхности при обработке желательно не обрабатывать всю заготовку сразу на 100%, а оставить небольшой припуск на чистовую обработку.
- Для получения приемлемой шероховатости поверхности, шаг между проходами гравера/фрезы следует делать равным или меньше рабочего пятна контакта гравера/диаметра фрезы.
Если вы столкнулись с проблемами во время фрезеровки, то по этой ссылке представлены наиболее частые вопросы и их решения — ПЕРЕЙТИ
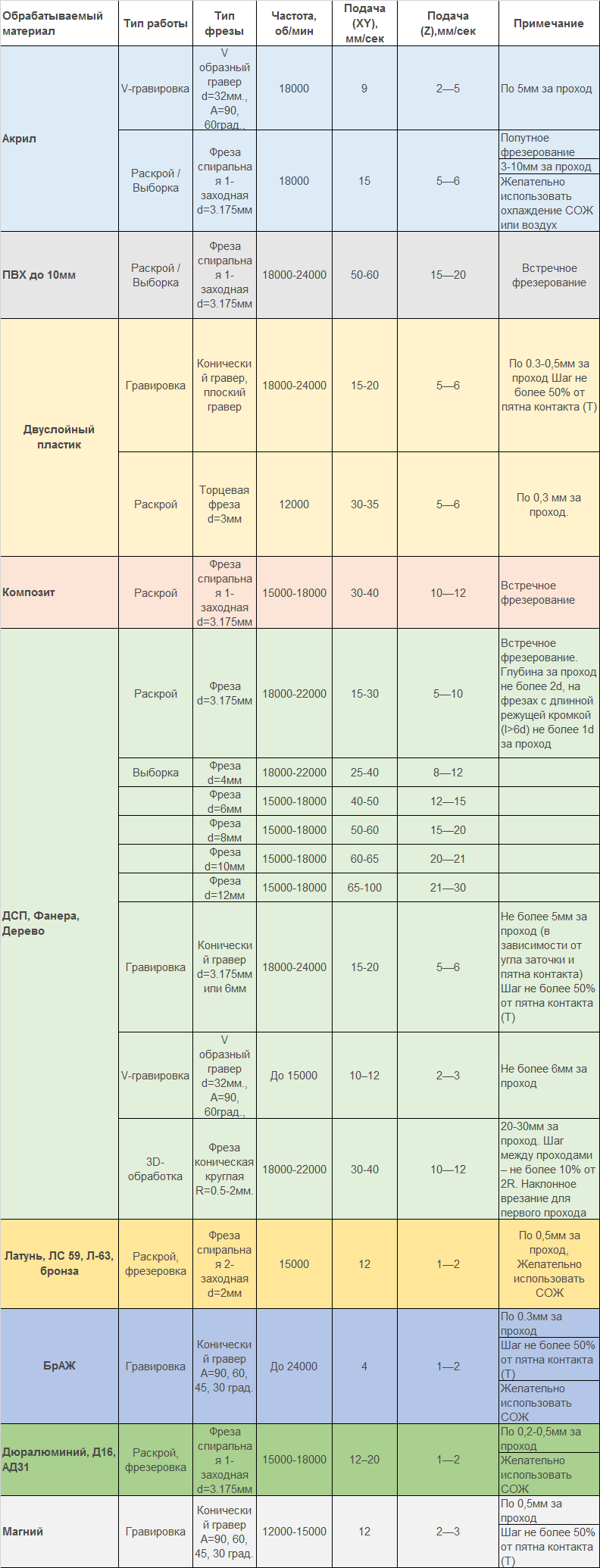
Режимы резанья в зависимости от типа фрезы и обрабатываемого материала.
Приведенная ниже таблица содержит полезную справочную информацию о параметрах режима резанья, взятых из практики. Рекомендуется отталкиваться от приведенных режимов при обработке материалов со схожими свойствами, но не обязательно выполнять их беспрекословно.