Теоретичні основи у виборі режимів різання.
Основними параметрами, що задають режими різання, є:
-Частота обертання валу шпинделя (n)
-Швидкість подачі (S)
-Глибина фрезерування за один прохід
Необхідна частота обертання залежить від:
-Типу та характеристик використовуваного шпинделя
-Ріжучого інструменту
-Оброблюваного матеріалу
Частота обертання шпинделя обчислюється за такою формулою:
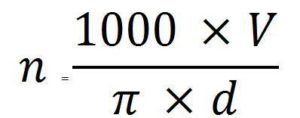
D – Діаметр різальної частини робочого інструменту, мм
π – число Пі, 3.14
V – швидкість різання (м/хв) – шлях пройдений точкою (краєм) ріжучої кромки фрези за хвилину.
Швидкість різання (V) береться з довідкових таблиць (див. нижче).
Звертаємо вашу увагу на те, що швидкість подачі (S) і швидкість різання (V) це не те саме!!!
При розрахунках, для фрез малого діаметра значення частоти обертання шпинделя може вийти більше, ніж кількість обертів, що може забезпечити шпиндель. У разі за основу подальших розрахунків величини (n) береться фактична максимальна частота обертання шпинделя.
Швидкість подачі (S) – швидкість переміщення ріжучого інструменту (осі X/Y), обчислюється за такою формулою:
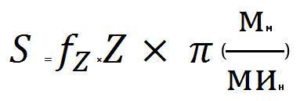
fz – подача на один зуб фрези (мм)
z – кількість зубів фрези
n – частота обертання шпинделя (об/хв)
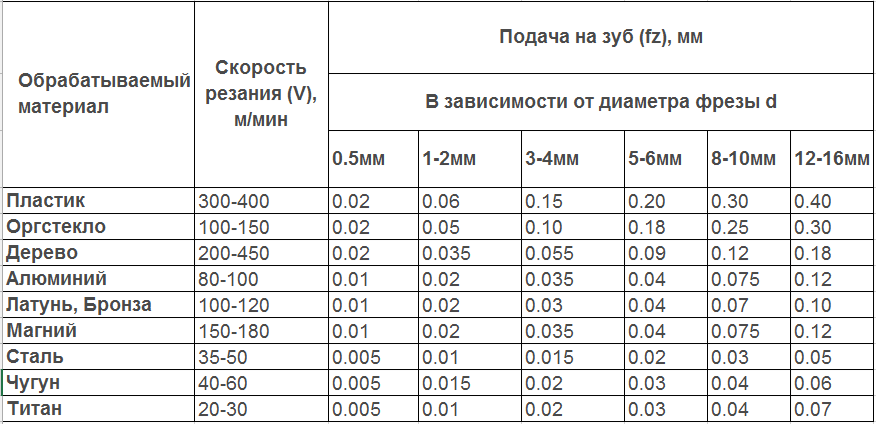
Подача на зуб береться з довідкових таблиць з обробки тих чи інших матеріалів.
Таблиця вибору подачі матеріалу на зуб (fz) та швидкості різання (V)
Загальні рекомендації щодо підбору фрез в залежності від матеріалу дивіться за посиланням – ПЕРЕЙТИ
Також варто враховувати, що при обробці одного матеріалу на вибір режимів різання впливає величезна кількість факторів, таких як: охолодження інструменту, жорсткість системи СПІД (станок>пристосування>інструмент>деталь) стратегія обробки, розмір оброблюваних елементів і висота шару, що знімається за один прохід.
Загальні поради:
- Фрези бажано підбирати за таким принципом – найбільший робочий діаметр необхідний для виконання конкретної роботи (фрези з максимальною довжиною та мінімальним діаметром є менш жорсткими та менш схили до утворення зайвих вібрацій) та найменша робоча довжина. Також під час вибору оптимального діаметра фрези враховуйте можливості верстата, т.к. при використанні великого діаметру фрези у шпинделя та приводу верстата може не вистачити потужності.
- Правильно вибирайте ту чи іншу конфігурацію фрези. Стружкова канавка повинна бути істотно більше, ніж обсяг матеріалу, що знімається нею. Якщо стружка не буде вільно евакуюватися із зони різання, вона заб’є вихідний канал і інструмент почне продавлювати матеріал, а зовсім не різати його.
- При обробці м’яких та надм’яких матеріалів, а також матеріалів схильних до налипання рекомендують використовувати 1-західні фрези. Для обробки матеріалів середньої жорсткості рекомендується використовувати 2-західні фрези. При обробці жорстких матеріалів рекомендують використовувати 3-х і більше західні фрези.
- При різанні дрібних елементів слід знизити швидкість різання, щоб у процесі обробки вирізані елементи не пошкоджувалися і відколювалися.
- Для покращення якості поверхні при обробці бажано не обробляти всю заготовку відразу на 100%, а залишити невеликий припуск на чистову обробку.
- Для отримання прийнятної шорсткості поверхні крок між проходами гравера/фрези слід робити рівним або менше робочої плями контакту гравера/діаметра фрези.
Якщо ви зіткнулися з проблемами під час фрезерування, то за цим посиланням представлені найчастіші питання та їх вирішення – ПЕРЕЙТИ
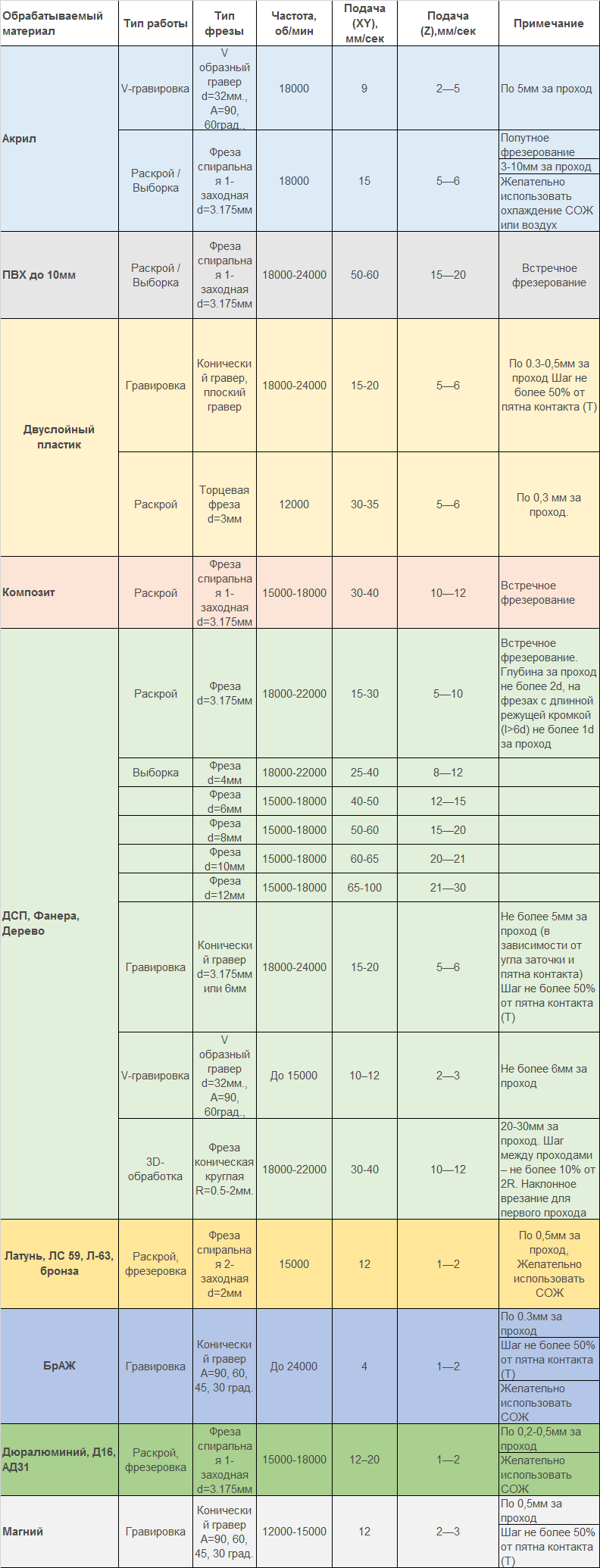
Режими різання в залежності від типу фрези та оброблюваного матеріалу.
Нижче наведена таблиця містить корисну довідкову інформацію про параметри режиму різання, взяті з практики. Рекомендується відштовхуватися від наведених режимів при обробці матеріалів зі схожими властивостями, але не обов’язково виконувати їх беззаперечно.